选择
轧辊磨床砂轮有3个原则:
1)粗磨时切削性能好,金属切除率高。
2)精磨时砂轮的等高性、微刃性好,磨削发热小。
3)使用经济合理。
作为一个数控轧辊技术人员一定要详细了解砂轮的制造和选型,使用过程,掌握砂轮的特性和国内外砂轮的区别对提升操作轧辊磨床的技能尤为重要。
砂轮的整形
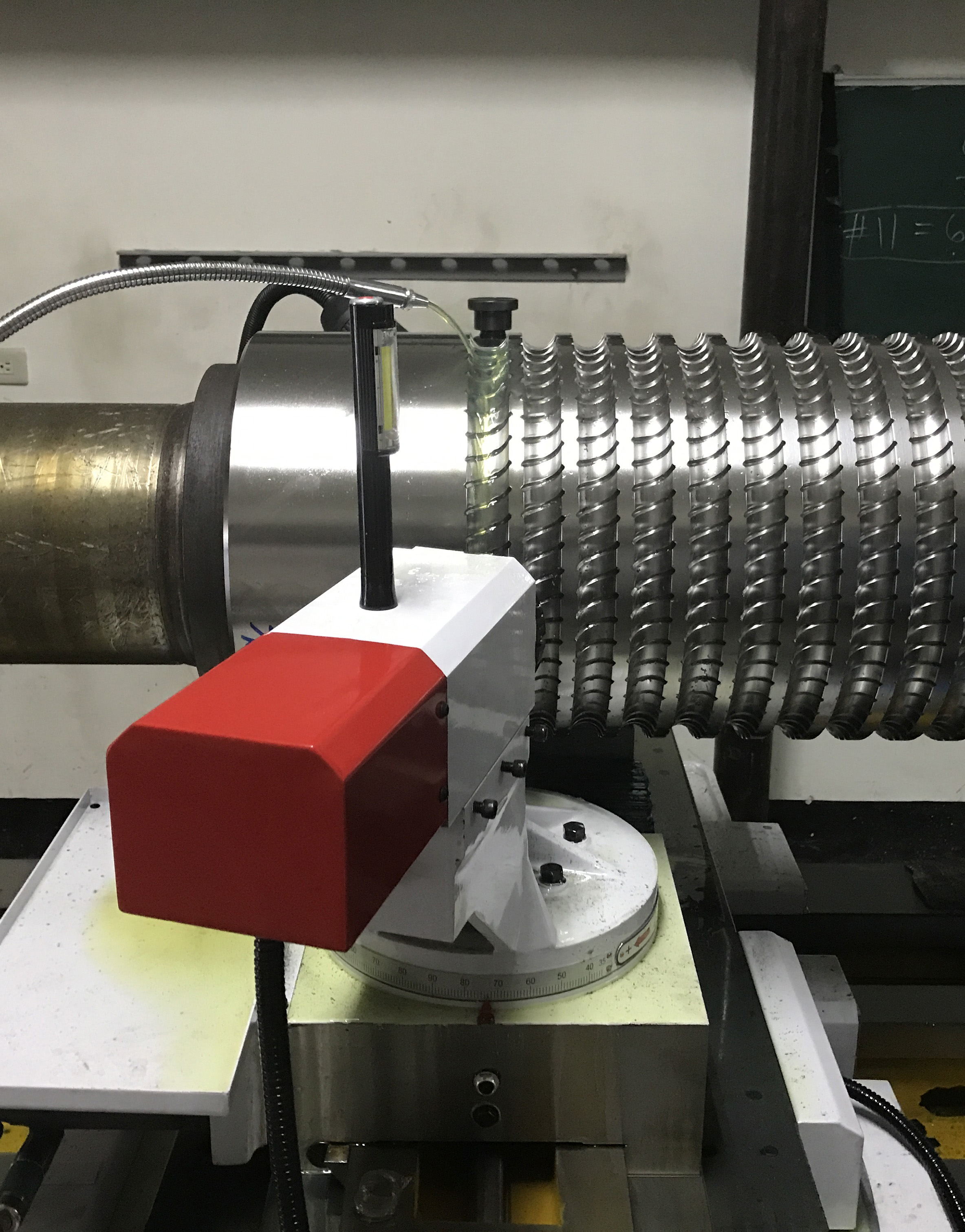
除了砂轮使用前的静平衡外,在磨削的过程中,砂轮经常会出现切削费力、磨料不能及时脱落、钝化等现象,使磨削的轧辊表面出现烧伤、振纹,严重时会引起机床共振现象,这就需要操作者对砂轮进行重新修整,以保持砂轮的锋利和正确的外形,切除多余的钝化层,保持均匀的等高刃性。必要时,要对砂轮的端面进行修整。
必须选择合理的修整工艺,一般选择单粒金刚笔,数控磨床上都有专门的修整设备,采用砂轮转速18 m/s,拖板速度 200 mm/min,吃刀量每次 0.02 mm。来回运行 6 次,即可恢复其切削性能,如果拖板速度超过 500mm/min,则修整的砂轮痕迹太重,会反印到轧辊表面。会增加磨削次数,影响磨辊效率。如果拖板速度低于 100 mm/min,拖板会产生爬行,使修整表面太细,影响正常磨削,所以要根据砂轮的软硬程度,合理经济地选择修整工艺。修整完成后,要加大磨削液的冲洗,去除多余的砂轮颗粒 。